
扫一扫访问网站
全国服务热线:
18632062112
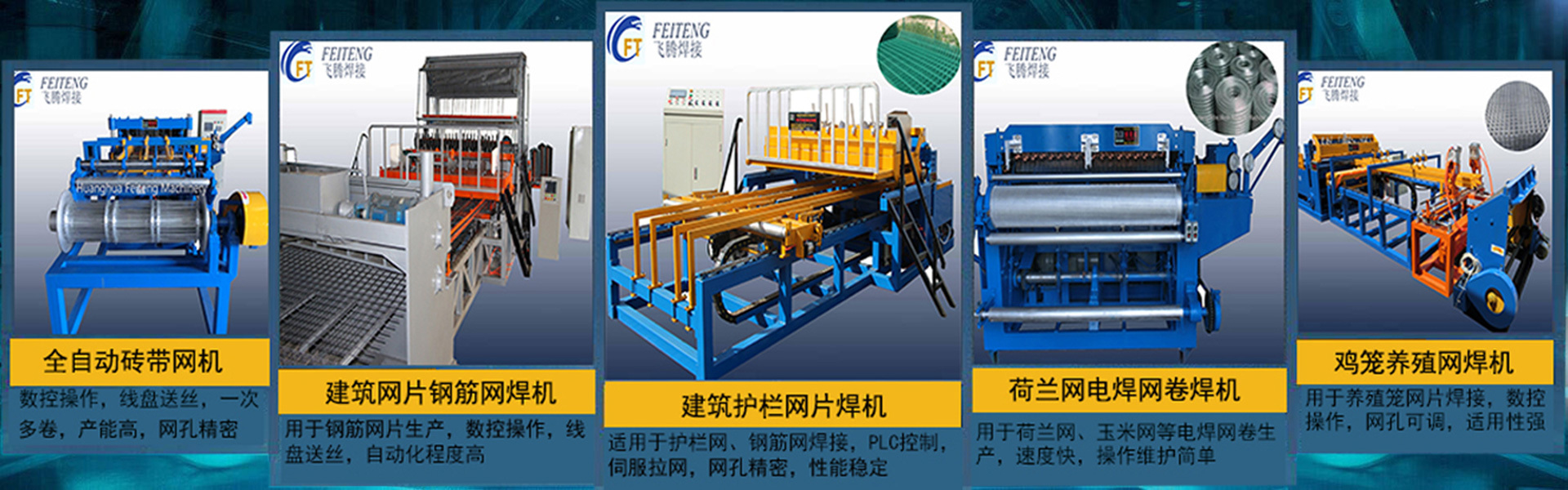
电阻焊机的主要组成:
电阻焊机主要由以下三个主要部分组成:
焊接主电源:
包括阻焊变压器、功率调节机构(可控硅)和二次回路等;
控制装置:能同步地通电和加压,使整个焊接过程自动进行,有些还兼有焊接质量监控功能;机械装置:
包括机身、加压(夹紧)机构、送进机构(对焊机)、传动机构(缝焊机)等。
电阻焊接设备变压器的特点、结构及输出功率调节:
重要性:变压器是焊机的核心部分(好像人的心脏对人体的重要性),其性能指标有:额定容量(Sn)、额定焊接电流(I2n)、额定负载持续率(*%)、一次电压(U1n)、二次空载电压(U20)等。对于操作者来说,在焊机工作过程中接触二次回路从电气上考虑是非常***,由于变压器输出电压低,而要求输出电流大,故要求变压器漏抗要小,且变压器二次绕组匝数很少,通常只有一匝。阻焊变压器的负载持续率比弧焊变压器低,按现行的国标规定,通用电阻焊机主电源的额定值都是按负载持续率为50%设计的。
主要组成:焊接变压器主要由初级线圈(铜线绕组)、次级导电铜板和导磁硅钢片(铁芯)组成。按***有关标准,次级导电铜板应当通水进行冷却。对于产品质量要求较高,或使用环境比较差的情况,一般要求变压器的初级线圈(铜线绕组)、次级导电铜板应当使用高温环氧树脂进行密封。对于提高焊接变压器的使用寿命,焊接电流输出的稳定性都有很大的保证。
质量判断:近几年,由于铜材价格的高涨,导致很多厂家初级线圈使用铝导线(或铜包铝线),次级导电铜板采用铸造黄铜的方式。但是,铝导线(或铜包铝线)生产的变压器,开始时候电流输出没有明显的区别。随着时间的增长,铝导线(或铜包铝线)急剧老化,导电率下降,导致输出电流下降。即使新的设备,也会表现为使用一两个小时后,随着铝导线(或铜包铝线)温度上升,输出的焊接电流下降,在初级的电损耗上升。初级的电损耗,是一般厂家没有办法观测到的。所以,***标准自从1975年就命令禁止在大功率设备上使用铝导线(或铜包铝线)。
那么,如何辨别变压器的质量呢?
一个简易的办法,就是在空载(次级短路)情况下,通电5-10分钟,查看变压器钢片是否发热厉害,响声是否很大,漏磁是否大(把一个铁片放在距离变压器约10毫米的地方,观察是否有偏向钢片一旁的感觉)。
使用电流钳表,在变压器的初级测量,空载电流在20-40安培的范围内,是符合***有关标准正常的参数。
输出功率调节:
现通用的工频交流电阻焊机,焊接电流的调节(即功率调节)都是通过调节主电路开关器件可控硅的导通角实现的。
根据变压器理论可列出以下关系式:U1/U20=N1/N2=K
式中:K--变压比; U1---一次电压(V);U20--二次空载电压(V);N1-----一次绕组匝数;N2-----二次绕组匝数。通常N2=1,U20=U1/N1 焊接电流 I=U20/Z=U1/Z·N1
式中:Z---焊接回路阻抗。
当电网电压U1及焊接回路阻抗Z不变时,改变阻焊变压器一次绕组的匝数,即可改变二次空载电压,从而改变焊接电流大小,达到功率调节的目的,变压器一次绕组匝数越少,其输出功率越大。
为了尽可能地减小能量损耗以及减小对电网品质的影响,在设计制造焊机时,可通过采取降低变压器漏抗,减小二次回路所的短路阻抗。
※ 当焊接变压器的设计功率***时,焊接电极到变压器的二次回路距离越大,变压器输出到焊接工件的有用功率越小。
电阻焊的功率需求的计算方法和依据:
根据材料电阻热计算的焦耳定律,工件区域产生的热量由下列公式计算:
Q=0.24I2Rt
其中:Q--工件区域焊接时的总热量; I---焊机的输出电流;
R--工件区域的接触电阻(材料本身电阻不计); t---焊机的通电时间;
从以上公式中看出,在外力(F)***的情况下(工件表面一致),接触电阻R是定值,影响焊接能量的因素主要是焊接电流(功率);在功率***的情况下,增加焊接时间即可增加焊接能力。
 冀公网安备 13098302131155号
冀公网安备 13098302131155号